Extending the life of conveyor bridges
Published by Jonathan Rowland,
Editor
World Coal,
More than 40 years ago, Takraf supplied the first F 60 conveyor bridges, writes the company. In order to ensure operational reliability and stability for a further long-term use of the conveyor bridges, the company has now developed several modernisation and refurbishment schemes.
On the basis of comprehensive structural analyses made during the last years, Takraf proposes to replace the large equaliser, roller table, ball-and-socket joint of 1250 mm dia. and vertical rail of the 60m/33 overburden conveyor bridge. Another aspect of the proposed modernisation programme is the replacement of the tie rod heads.
The systematical refurbishment of the load-bearing areas is part of a comprehensive programme to increase machine safety for the conveying bridges. The programme has been developed on the basis of a close cooperation of equipment operator, equipment supplier and governmental mining supervision authorities. The most challenging issue is to divert the enormous supporting forces of 3200 t of the large equaliser and of 2 x 2100 t of the tie rod heads in such a way that it will be possible to replace the parts.
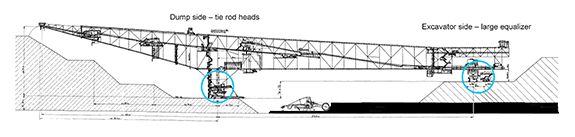
Figure 1. Parts of the modernisation programme for conveyor bridges.
The replacement of the large equaliser and the roller table is planned as follows: the overburden conveyor bridge will be positioned according to the technological requirements at the time planned for the complex repair in such a way that the main bridge on the excavator side is lifted by means of the temporary auxiliary construction (support of bridge cross conveyors, shifting and attaching devices for large equaliser and roller table, auxiliary structure) in order to dismantle the roller table and large equaliser with ball-and-socket joint of 1250 mm dia.
The replacement technology not only includes the manufacturing dimensions of the large equaliser and the roller table and the transport roadway from the Lauchhammer factory to the respective minesite, but also the requirements for the installation onsite and the transport route in the opencast mine.
For the replacement of the tie rod heads, Takraf has planned a programme of downtime for the conveyor bridge that will be in the range of 10 weeks only. The fabrication of the tie rod heads and the load relieving structure will be prefabricated in the Lauchhammer workshop. To achieve the anticipated 10 weeks downtime, the onsite works will be performed in a three-shift working scheme, during which time period the dismantling and reinstallation will take place.
Written by Takraf. Edited by Jonathan Rowland
Read the article online at: https://www.worldcoal.com/handling/17062014/extending_the_life_of_conveyor_bridges_takraf_coal990/
You might also like


SECMC's digital transformation journey
SECMC is leveraging digital technologies, AI, automation, and data-driven decision-making to enhance safety, productivity, and sustainability in Pakistan's pioneering opencast coal mine.
